Що таке луджена мідь? Почнемо з того, що в даний час цей метал широко застосовується в різних галузях промисловості. Серед відмінних особливостей дроту, які пояснюють попит на неї, можна відзначити її стійкість до зовнішніх впливів: атмосферних опадів, перепадів температур.
Також мідний дріт вигідно відрізняється від інших металів високою теплопровідністю та електропровідністю.

Відмінні параметри
Луджена мідь має високу пластичність, чудово піддається механічній обробці. Саме цей матеріал застосовується в електротехніці для виготовлення струмопровідних жил мідних кабелів, обплетення для продукції військового і цивільного призначення.
Спробуємо з’ясувати, чим відрізняється луджена і нелуженая мідь. Перший варіант більшою мірою захищений від зовнішніх впливів, так як дріт покрита шаром олова. Цей метал захищає металеву нитку від будь-яких проявів корозії, даючи матеріалу підвищену міцність на розрив. Луджена мідь не ламається при перегинах.
Отримання
Виконують лудіння гальванічним способом. Він дає можливість наносити на мідь тонке рівне покриття олова (від 1 до 20 мікрон). Товщина шару по всій дроті виходить однаковою, тому немає «подвійного діаметра» дроту.
В даний час луджена мідь випускається в двох різновидах:
- луджена мідна м’яка дріт (ММЛ);
- тверда луджена мідна дріт (МТЛ)
Характеристики
Головною відмінною рисою між ними є здатність до вигинів. По діаметру луджена мідь з алюмінієм може істотно відрізнятися. Максимальне поширення отримала дріт, діаметр якої знаходиться в межах 0,02-9,42 мм.
Щоб її виготовити, використовують звичайну мідний дріт на котушці, піддаючи її гальванічному лужению. Матеріал пропускають через лудильну ванну, де знаходиться розплавлене олово. Щоб воно не вступало з киснем повітря в окислення, поверхню ванни закривають речовинами, здатними пропускати повітря. Зокрема, такою речовиною може бути деревне вугілля.
Етапи
Для того щоб зрозуміти, що значить луджена мідь, розглянемо детальніше основні етапи протікаючого процесу. Спочатку мідний дріт, яка встановлена на спеціальному механізмі подачі, очищають. Суть процесу в пропущенні через спеціальні протиральні щітки, змочені розчином хлориду цинку (цю сіль отримують при взаємодії гранульованого цинку з соляною кислотою).
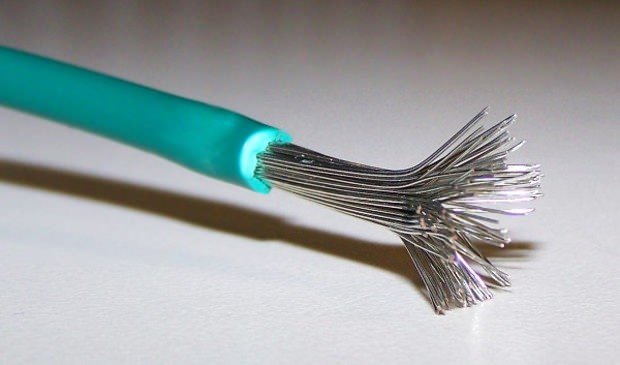
Далі дріт опускають у лудильну ванну, де розташовується олово в розплавленому вигляді, в підсумку виходить луджена мідь. Фото готового виробу демонструє рівномірність нанесеного шару.
Важливо на цьому етапі не допускати появи «напливів» на дроті, так як вони призводять до вибракування партії з-за виникаючих відхилень від заявленого діаметра.
На наступному етапі створення лудженої дроту матеріал пропускають через гумові щітки (їх діаметр не повинен перевищувати 0,14 мм) або крізь волочильний механізм з алмазними дисками. Подібна процедура потрібна для додання поверхні дроту бездоганною рівномірності.
Потім матеріал охолоджується при пропущенні через ємність з холодною водою. Охолоджена дріт повторно проходить через волочильний механізм з алмазними дисками, позбавляючись від решти «напливів».
Завершальним моментом є подача дроту на приймальний механізм. Тут відбувається її фіксація на спеціальну котушку. Пройшовши весь ланцюжок, дріт абсолютно готова до продажу або до подальшого створення кабелю різних перетинів. До того як луджена дріт відправиться до споживачів, їй належить пройти процедуру контролю. Суть її у проведенні кількох операцій, які доведуть відповідність її ТУ 16-505.850-75.

Особливості залуження паяльника
Суть лудіння полягає в покритті мідної деталі тонким шаром олова, що захищає виріб від корозійних процесів. Обслуговування паяльника має деякі відмітні особливості.
Спочатку важливо підготувати робочу поверхню. Беруть новий паяльник, заточують жало пристрою. Для цього жало витягують, озброївшись паяльником або електричним верстатом, під кутом до 400, потім проводять заточку. Якщо паяльник готується для роботи з невеликими радіодеталями, йому необхідно надати конусну форму.
Професіонали рекомендують стежити за тим, щоб ширина гострого клину не була менше міліметра. Якщо форма жала, запропонована виробником, влаштовує споживача, можна упустити цей етап. Так як на заводі стрижень паяльника покривають патиною — оксидом міді зеленуватого кольору, до лудіння важливо видалити покриття абразивним матеріалом (наждачним папером). Далі жало повертають у пристрій, підключають паяльник до електричної мережі. Потрібно почекати, щоб поверхня жала прогрілася рівномірно, а потім переходити до лужению.

Технологія
У ході експлуатації мідь і її сплави здатні з киснем повітря утворювати оксиди. Щоб не допускати подібних ситуацій, використовується лудіння міді з оловом. Для виконання такої процедури в домашніх умовах потрібно припій, паяльник, каніфоль або флюс. Щоб правильно залудити мідний дріт, важливо якісно прогріти паяльник. Провідник попередньо очищають від ізоляції, знімають (залежно від потреб) ізоляцію. При роботі з багатожильним проводом до лудіння його скручують.
Потім покривають мідну жилу каніфоллю, прогрівають по всьому об’єму паяльником. На розігріту жало береться олово, воно розподіляється по всій ділянці дроту, попередньо обробленого каніфоллю.

В навушниках з-за механічних навантажень часто обриваються слабкострумові провідники. Так як вони мають незначний діаметр, при лудінні користуються дещо іншою технологією. Беруть паяльник з тонким жалом, каніфоль, дротяний припій. Спочатку відпоюють обірвані дроти, потім приступають до пайку нового проводу. Дроти покриті шаром лаку (для забезпечення ізоляції), тому його попередньо видаляють розігрітим паяльником і каніфоллю. Далі покривають шаром олова, що істотно спрощує подальшу пайку.