X-подібна оброблення
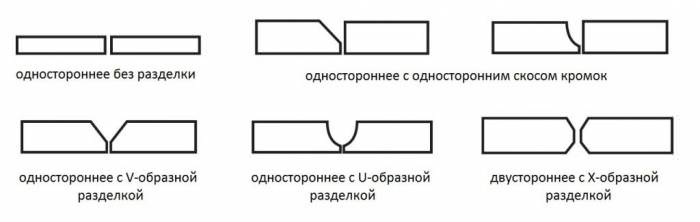
Цей тип призначений для зварювання деталей великої товщини, де застосовуються інші способи оброблення. Кут фаски також становить 60 градусів. Проварюються такі з’єднання за кілька проходів з кожної сторони. Такий спосіб дозволяє знизити витрата електродів в 1,6-1,7 рази, а також зменшує залишкові деформації, які виникають в результаті нагрівання.
U-подібна оброблення
Цей варіант використовується рідше інших типів розділок кромки під зварку з-за складності формування подібного профілю. Застосовується, коли необхідно отримати з’єднання дуже високої якості. Крім того, спосіб знижує витрати на витратні матеріали. Економія досягається за рахунок оптимальної форми зварювальної ванни. Таким способом варяться деталі товщиною від 20 до 60 мм.
Підготовка тріщини під зварювання
Іноді в процесі відновлення деталей доводиться заварювати тріщину. У цьому випадку також потрібна оброблення крайок під зварювання. Суть операції зводиться до того, щоб поглибити дефект на всій протяжності для ефективного доступу електрода до зони наплавлення. Розширення тріщини робиться за допомогою молотка і зубила або за допомогою пропанового різака. Кромка може підготовлятися як з одного, так і з двох сторін. Це залежить від товщини деталі. Щоб зняти напруження металу, в результаті яких виникла тріщина, по її краях висвердлюються отвори.