У будівництві немає незначних деталей. Будь-які елементи, використовувані при зведенні будівель і споруд, повинні мати хорошу якість і відрізнятися довгим терміном служби. Стосується це в тому числі і різного роду кріплень, включаючи, звичайно, і саму популярну нині їх різновид — саморізи. Як роблять такий будівельний витратний матеріал — про це й поговоримо далі в статті.
З чого виготовляються
Саморізи в будівництві використовуються при збиранні каркасів стін будинків, кроквяних систем, набивання підлоги і стелі, обшивці огороджувальних конструкцій. Тобто навантаження на такі кріплення в процесі експлуатації будинку припадає значна. Тому матеріал для виробництва таких елементів повинен використовуватися дуже міцний і до того ж достатньо пластичний.

На сучасних підприємствах саморізи виготовляються, звичайно ж, зі сталі. При цьому на виробництво таких елементів йде зазвичай хіміко-термічно оброблений матеріал цього типу СТ 10 КП або СТ 08 КП. Така сталь має досить високі показники поверхневої твердості і пластичності. Єдиним її недоліком є підвищена схильність до старіння.
Із сталі СТ 10 КП або СТ 08 КП попередньо виготовляють дріт, діаметр якої відповідає діаметру ніжки майбутніх саморізів. Далі такий матеріал намотують в бухти і пересилають на заводи, що спеціалізуються на виготовленні будівельних кріплень.
Перший етап — виготовлення заготовок
Отже, як роблять саморізи на заводах? На підприємствах, що займаються виробництвом таких витратних матеріалів, сталевий дріт подається до спеціальним холодновисадочних верстатів. На такому обладнанні вона попередньо розпрямляється. Потім вже безпосередньо на верстаті проводиться виготовлення з дроту заготовок для саморізів. Тобто:
виконується нарізка на відрізки необхідної довжини (по довжині саморізів);
виготовляється шляхом пресування капелюшок зі шліцом.
Шліц на капелюшках саморізів на холодовисадкових верстатах може друкуватися як під хрестові, так і під звичайні викрутки.
Нарізування різьби
Після виготовлення заготовки під саморізи проходять на заводах самий ретельний контроль якості. Фахівці вибірково заміряють довжину кріплень і їх діаметр. Також проводиться візуальний огляд заготовок на предмет виявлення на їх поверхні механічних пошкоджень. Деякі партії болванок, таким чином, після проходження холодновысадочного верстата можуть отбраковываться.
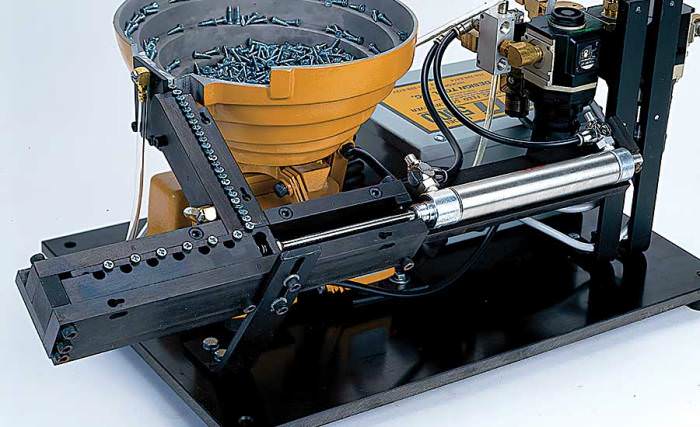
Пройшли перевірку якості заготовки далі подаються до резьбонарезному верстата. З конвеєрної лінії болванки зсипаються в спеціальний шнек, який, провертаючи відразу велика кількість заготовок, виставляє їх головкою вгору. У такому положенні болванки в подальшому подаються у спеціальний пристрій з нарізки різьблення. В цьому вузлі верстата кожна заготовка простягається рухом прокатки між спеціальними плоскими плашками. В результаті на її ніжці утворюються різьблення, а також саморежущее вістрі.
Як роблять саморізи: загартування
Після різьбонарізного кріплення верстата на заводі набувають вже знайому всім форму. Пройшовши плоскі плашки, вже майже готові саморізи зсипаються в спеціальний бункер і транспортуються в термопечь. Попередньо така продукція проходить на підприємстві ще один контроль якості.
Випал в термопечі кріплень виконується досить-таки повільно. При цьому проводиться термоорбработка зазвичай при температурі понад 930 °С. Після печі саморізи також по лінії подаються в спеціальні ємності з охолоджуючою рідиною. Таким чином відбувається загартування кріплень.

Фарбування
Після гарту саморізи подаються в спеціальне устаткування для нанесення захисного покриття від корозії. В залежності від призначення кріплень (для дерева, металу та ін), оброблятися на цьому етапі вони можуть шляхом:
фосфатування;
оксидування;
гальванічного цинкування білим або жовтим цинком.
Приміром, саморізи, призначені для роботи по металу, зазвичай мають жовтий колір.
Фінальний етап
Описана вище технологія є відповіддю на питання про те, як роблять саморізи по дереву, металу, каменю тощо У будь-якому випадку після нанесення захисного покриття готові саморізи подаються на лінію упаковки. Попередньо вони проходять завершальну процедуру контролю якості. Після такої перевірки залишаються тільки найміцніші, повністю відповідні стандартам і нормативам кріплення.
На великих підприємствах процес упаковки зазвичай також є повністю автоматизованим. Спеціальне обладнання на таких заводах з картонних заготовок робить бокси-коробки, кожен з яких насипається за вагою певну кількість саморізів. Далі заповнені кріпленнями бокси збираються в блоки по кілька штук і подаються в цех відправки готової продукції.

Автоматичні лінії
Отже, як роблять саморізи, ми з’ясували. В малих підприємствах для виготовлення таких елементів зазвичай використовуються тільки холодновисадочні верстати різьбонарізні. Такі майстерні займаються при цьому в більшості випадків виробництвом найпростіших саморізів по дереву. На великих підприємствах для виготовлення таких кріплень встановлюються автоматизовані дуже дорогі лінії.
Від одного виду обладнання до іншого саморізи на таких заводах подаються по лініях конвеєра. При цьому між ярусами виробничого цеху вони можуть транспортуватися в ліфтах-бункерах.
Крім холодновысадочных і різьбонарізних, елементами конструкції автоматичних ліній з виробництва саморізів в Росії можуть бути:
термопечі;
ємності для загартування;
лінії забарвлення;
пакувальне обладнання.
Що являє собою холодновисадочний верстат
Таке обладнання відноситься до групи верстатів:
стаціонарних среднегабаритных;
універсальних швидкісних;
автоматизованих двухударных;
безперервної дії.
Використовуватися верстати цієї різновиди можуть для виробництва не тільки власне саморізів, але і практично будь-яких інших видів кріплень — болтів, шурупів і пр. В даному випадку все залежить від налаштувань такого обладнання.

Монтуються холодновисадочні верстати на основі жорсткої зварної рами. Подача дроту до основного вузла в них проводиться з бухти храповим пристроєм покроково. Довжина заготовки на верстатах цього типу регулюється перестановкою упору. Высадочные удари в обладнанні виконуються пуансоном. Перший удар при цьому заганяє стрижень до упору, а другий — формує головку.
Як роблять саморізи на підприємствах, таким чином, зрозуміло. Технологія виробництва таких кріплень, в принципі, не надто складна. При цьому самі холодновисадочні верстати виготовляють заготовки дуже швидко. В залежності від показників продуктивності і потужності, один такий агрегат за хвилину може виробляти до 100-300 саморізів.
Різьбонакатний верстат для виробництва саморізів
У такому обладнанні болванки подаються між плашками поштучно. При цьому, як уже згадувалося, вони строго орієнтовані по відношенню до таких робочих елементів. Плоскі плашки у верстаті переміщаються назустріч паралельно один одному і перпендикулярно осі самореза. Виготовляються такі робочі елементи верстатів по необхідним параметрам різьби. При цьому за основу вітчизняні виробники саморізів беруть метричні розміри, зарубіжні — дюймові.